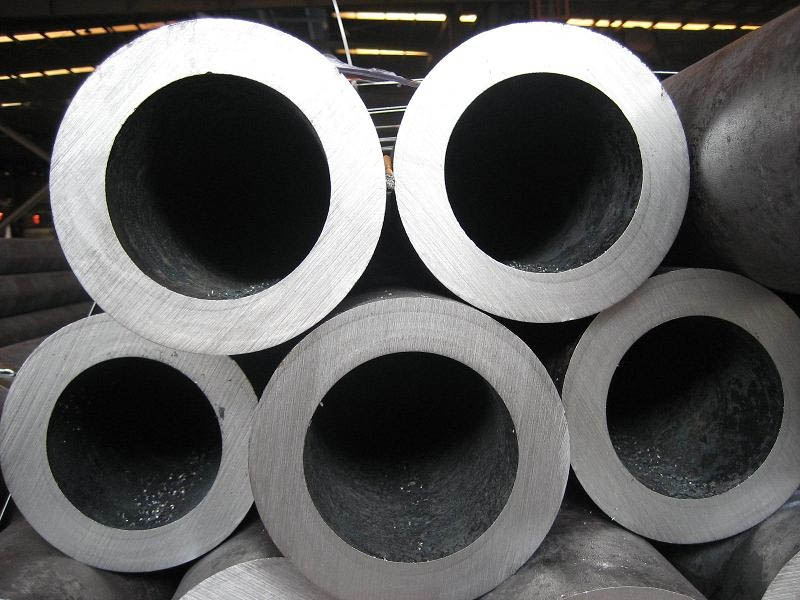
Vastagfalú acélcső gyártó raktárkészlete

A vastagfalú acélcső és a vékonyfalú acélcső közötti legnagyobb különbség az acélcső falának vastagságában rejlik. Általánosságban elmondható, hogy a vékonyfalú acélcsövek hidegen húzott technológia, míg a vastagfalú acélcsövek általában melegen hengerelt technológia. Ha mérési egységekkel különböztetik meg, általában úgy tekintik, hogy a falvastagság / csőátmérő 0,05 a vastagfalú acélcső és a vékonyfalú acélcső közötti vízválasztó, a vékonyfalú acélcső, amelynek falvastagsága / csőátmérője kisebb, mint 0,05 és a 0,05-nél nagyobb átmérőjű vastag falú acélcső. Az alkalmazás szempontjából a vékonyfalú acélcsövet többnyire a csövön használják. A vastag falú acélcsövet többnyire üreges részek üregében használják. Nyomócsapágyakon és fontos csővezetékeken használható.
Kínában leggyakrabban használt anyagok: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 0Cr13, 1Cr17, 0Cr13, L L290, X42, X46, X70, X80.
Vastag falú acélcsövek hegesztésekor először a hegesztett csomópontnál tisztítsa meg az olajat, festéket, vizet, rozsdát stb., majd a falvastagságnak megfelelő hornyokat készítsen. A vastagokat nagyobbra, a vékonyakat kisebbre nyitjuk (sarokcsiszoló), majd a termékek közötti hézagot, ami általában a hegesztőpálca vagy hegesztőhuzal átmérőjének 1-1,5-szerese. Ha a horony véletlenül nagyobbra nyílik, akkor kisebbre is lefoglalható. A ponthegesztést legalább három ponton el kell végezni. Általában könnyebb négy ponton dolgozni. Hegesztéskor félig hegeszteni kell. A kiindulási pontnak kb. 1 cm-rel az alsó pont felett kell lennie, hogy a csatlakozást az ellenkező oldalról lehessen elkészíteni. Ha az acélcső fala vastag, akkor legalább két rétegben kell rétegezni. A második réteg csak az első réteg teljes körben történő hegesztése után hegeszthető.
Üres kerek cső → fűtés → átszúrás → háromhengeres kereszthengerlés, folyamatos hengerlés vagy extrudálás → csőcsupaszítás → méretezés (vagy redukálás) → hűtés → egyengetés → hidrosztatikus teszt (vagy hibafelismerés) → jelölés
Ha az acélcső falvastagsága nem haladja meg a 12,5 mm-t, a hegesztési megerősítés nem haladja meg a 3,0 mm-t; Ha az acélcső falvastagsága nagyobb, mint 12,5 mm, a hegesztési varrat megerősítése nem lehet nagyobb, mint 3,5 mm.
A 168,3 mm-nél nem nagyobb névleges külső átmérőjű acélcsőnek egyenesnek vagy a szállító és a vevő által egyeztetett hajlítási indexnek kell lennie.
A 168,3 mm-nél nagyobb névleges külső átmérőjű acélcsövek esetében a görbület nem lehet nagyobb, mint az acélcső teljes hosszának 0,2%-a.
A cső végén 4 mm-nél nagyobb falvastagságú acélcső esetében a csővég 30 ° + 5 ° 0 °-os horonnyal, 1,6 mm ± 0,8 mm-es gyökérrel és a csővég lejtése kisebb, mint vagy egyenlő 5 mm-rel.





